

Introduction to Bleaching Earth and Its Importance
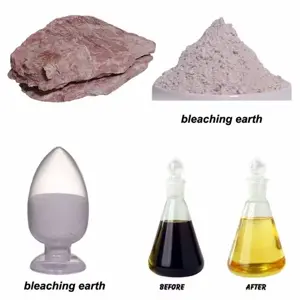
Bleaching earth, also known as activated clay, is a highly effective natural adsorbent used primarily to purify oils and waxes, including paraffin and vaseline derivatives. This product plays a crucial role in the refining process by removing impurities, colors, and unwanted substances from raw materials, resulting in a cleaner and higher-quality end product. Its importance in the oil and wax purification industry cannot be overstated, as it directly impacts product clarity, stability, and safety, all of which are essential for consumer satisfaction and regulatory compliance.
Bleaching earth works through adsorption—a process where impurities bind to the porous surface of the clay particles. This removes contaminants such as pigments, oxidation products, and trace metals that can deteriorate the quality and shelf life of oils and waxes. For manufacturers and bulk buyers, using premium bleaching earth ensures a more efficient purification process, cost savings in production, and superior product performance.
Ultra 72 Strength Heavy Paraffin Wax – Bulk Industrial Grade for Superior Performance

Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
Why Bleaching Earth is Essential:
Enhances Product Purity: Removes unwanted pigments and impurities that affect appearance and performance.
Improves Stability: Eliminates oxidation agents, prolonging shelf life and maintaining product integrity.
Increases Efficiency: Enables smoother downstream processing by reducing clogging and contamination.
Meets Quality Standards: Helps products comply with international safety and environmental regulations.
Supports Sustainability: Many bleaching earth types are natural and environmentally friendly, making your production greener.
Below is a table summarizing key properties and benefits of bleaching earth in oil and wax purification:
| Property | Description | Benefits for Users |
|---|---|---|
| High Adsorption Capacity | Strong ability to absorb pigments and impurities | Produces clearer, high-quality oils and waxes |
| Thermal Stability | Stable under high-temperature refining conditions | Reliable performance in various purification processes |
| Natural and Eco-Friendly | Derived from natural clay minerals | Environmentally safer and sustainable |
| Versatility | Suitable for different types of oils and waxes | Flexibility in application and broad usability |
| Cost-Effective | Efficient purification reduces operational costs | Increases profit margins through production efficiency |
Using the right bleaching earth is key to unlocking the full potential of your paraffin and vaseline products. It not only improves product quality but also boosts customer trust and sales, making it a worthwhile investment for any manufacturer or wholesaler.
For those aiming to elevate their product line, investing in premium bleaching earth is the first step toward achieving cleaner, safer, and more marketable oils and waxes.
Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
How Bleaching Earth Works in Oil and Wax Purification
Bleaching earth is a highly adsorbent natural clay, primarily composed of bentonite or montmorillonite, that plays a vital role in purifying oils and waxes such as paraffin and vaseline. The purification process hinges on adsorption, where the porous surface of the bleaching earth attracts and binds impurities like pigments, trace metals, phospholipids, and oxidation products from the heated oil or wax mixture. This essential step removes unwanted colors, odors, and contaminants that degrade product quality, resulting in a clearer, more stable, and safer end product suitable for industrial and consumer use.
The purification involves several key stages:
Preparation: The raw oil or wax is heated to reduce viscosity, making it easier for impurities to interact with the bleaching earth.
Adsorption: The bleaching earth is mixed with the heated oil or wax, where it adsorbs impurities onto its large surface area.
Separation: The mixture is filtered or centrifuged to remove the spent bleaching earth, now loaded with impurities.
Further Refining: Optional steps like deodorization or winterization may follow to enhance the product quality even more.
Key Impurities Removed by Bleaching Earth
| Impurity | Effect on Oil/Wax | Removal Mechanism |
|---|---|---|
| Pigments (carotenoids, chlorophyll) | Causes undesirable coloring | Adsorbed on bleaching earth surface |
| Trace metals (iron, copper) | Catalyze oxidation, reducing shelf life | Adsorbed via reactive sites on clay |
| Phospholipids | Cause cloudiness and instability | Adsorbed during bleaching |
| Oxidation products | Lead to off-flavors and rancidity | Adsorption and removal |
Benefits of Bleaching Earth in Oil and Wax Purification
Improves Visual Clarity: Produces clearer, colorless oils and waxes preferred in quality markets.
Enhances Stability: Removes oxidation-triggering impurities to prolong shelf life.
Ensures Safety and Compliance: Helps meet food and industrial safety regulations by removing harmful substances.
Supports Efficient Production: Reduces downstream processing issues such as clogging and contamination.
Environmentally Friendly: Often natural and sometimes acid-activated clays ensure an eco-conscious refining process.
Summary Table of the Bleaching Process Stages
| Stage | Description |
|---|---|
| Preparation | Heating oil/wax and adding bleaching earth |
| Adsorption | Binding impurities on porous clay particles |
| Separation | Filtering or centrifuging out spent bleaching earth |
| Further Refining | Processes like deodorization to finalize product quality |
Using premium bleaching earth in your paraffin and vaseline production line not only guarantees superior purification quality but also boosts customer confidence and product marketability, paving the way for increased sales and profitability.
Benefits of Using Bleaching Earth in Paraffin and Vaseline Production
Bleaching earth is an essential component in the refining process of paraffin and vaseline products, delivering multiple key benefits that contribute to the product’s quality, safety, and market appeal. Its primary function is to adsorb impurities such as pigments, trace metals, phospholipids, and oxidation products, which degrade the appearance, stability, and performance of oils and waxes. Using activated bleaching earth improves the overall purification efficiency, resulting in superior clarity, extended shelf life, and compliance with industry standards.
Key Benefits:
Enhances Product Purity and Appearance: Bleaching earth effectively removes color pigments like carotenoids and chlorophyll, resulting in visually clearer and brighter paraffin and vaseline products favored by buyers.
Improves Oxidative Stability: By eliminating trace metals such as iron and copper that catalyze oxidation, bleaching earth helps prevent rancidity, thus prolonging product freshness and shelf life.
Removes Unwanted Odors and Impurities: It reduces off-flavors and unwanted compounds, ensuring the final product is odorless, tasteless, and safe for cosmetic, pharmaceutical, and industrial applications.
Boosts Production Efficiency: The adsorbent action reduces clogging and contamination in downstream processing, cutting operational costs and minimizing waste.
Meets Regulatory and Quality Standards: Use of bleaching earth supports compliance with international safety and environmental regulations, which increases customer trust and marketability.
Eco-Friendly and Cost-Effective: Natural or acid-activated clays provide an environmentally responsible purification solution while also being cost-efficient for large-scale production.
Summary Table of Bleaching Earth Benefits in Paraffin and Vaseline Production
| Benefit | Description | Impact on Production & Sales |
|---|---|---|
| Purity and Color Improvement | Removes pigments and color bodies | Produces visually appealing high-quality products |
| Oxidation Prevention | Adsorbs trace metals that catalyze rancidity | Extends product shelf life and freshness |
| Odor and Impurity Removal | Eliminates oxidation products and off-flavors | Ensures clean, safe, and neutral-smelling products |
| Production Efficiency | Reduces filtration and processing issues | Lowers operational costs, increases throughput |
| Quality Compliance | Helps meet standards for food, pharmaceutical, and industrial use | Builds customer confidence and market access |
| Environmental Responsibility | Uses natural or acid-treated clays | Supports green, sustainable manufacturing |
Investing in high-quality, activated bleaching earth is a strategic step that ensures the production of top-tier paraffin and vaseline derivatives. This results in cleaner, safer, and more appealing products that directly contribute to customer satisfaction and increased sales.
Bleaching earth comes primarily in two types: natural bleaching earth and activated bleaching earth, each with distinct characteristics and applications in industrial processes, especially oil refining.

Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
Types of Bleaching Earth and Their Applications:
| Type | Description | Best Applications |
|---|---|---|
| Natural Bleaching Earth | Unmodified clays (mostly bentonite or fuller’s earth) with natural adsorptive properties, mainly composed of alumina, silica, and other oxides. | Basic oil filtration, decolorization in less demanding industrial uses, and some cosmetic applications. |
| Activated Bleaching Earth | Acid-activated clays treated (typically with sulfuric acid) to increase surface area, pore volume, and active adsorption sites, improving bleaching efficiency. Known as bentonite, acid-activated earth, or activated clay. | High-efficiency refining of edible oils (soybean, palm, sunflower), biodiesel purification, high-grade cosmetic ingredient purification, and petrochemical refining. |
How Bleaching Earth Works:
Bleaching earth removes impurities, color pigments, heavy metals, and oxidation accelerators from oils and fats by adsorbing these contaminants onto its porous surface and active sites. Activated bleaching earth, with its higher specific surface area and pore volume, offers superior adsorption, improving oil color, stability, and shelf life. It also helps to reduce the need for harmful chemicals in oil processing.
Applications:
Edible Oil Refining: Removes color (chlorophyll, carotenoids), residual soaps, phospholipids, and other impurities to improve purity, taste, appearance, and oxidative stability of edible oils like palm, soybean, sunflower, and cottonseed oil.
Biodiesel Production: Purifies feedstocks by removing contaminants, ensuring higher fuel quality.
Petrochemical Industry: Used for refining mineral oils, lubricants, and fuels to remove sulfur, nitrogen, and other impurities.
Cosmetics: Incorporated in facial masks, cleansers, and scrubs for absorbing excess oil and impurities, ensuring product safety.
Advantages of Activated Bleaching Earth:
Higher bleaching power compared to natural clays.
Enhanced adsorption capacity due to acid activation increasing pore volume and surface area.
Improved removal of colored and colorless impurities, resulting in clearer, more stable oils.
Reduced oil losses if dosing is optimized (overuse causes oil retention and environmental waste).
Environmental Considerations:
Activated bleaching earth production involves acid treatments that can generate acidic wastewater requiring proper handling.
The used bleaching earth contains residual oil and contaminants, necessitating correct disposal or regeneration.
Summary Table of Types and Uses:
| Type | Activation Method | Adsorption Capacity | Typical Uses | Notes |
|---|---|---|---|---|
| Natural Bleaching Earth | None (raw clay) | Moderate | Basic oil bleaching, cosmetic raw materials | Lower cost, less efficient |
| Acid-Activated Bleaching Earth | Sulfuric or other acid treatment | High | Edible oils, biodiesel, petrochemicals, cosmetics | Higher efficiency, costly activation |
Optimizing your product’s quality and safety depends on selecting the right type of bleaching earth aligned with your application needs. Activated bleaching earth is widely recommended for its superior performance in edible oil refining and other industries.
Choosing the right bleaching earth for your purification needs depends on the type of oil or material you want to purify, the impurities present, and the level of bleaching efficiency required. There are primarily two types of bleaching earth: natural bleaching earth and activated bleaching earth, each with distinct properties and applications.

Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
UltraFusion 99X Premium Paraffin Wax – High-Performance Bulk Candle & Spa Solution
Choosing the Right Bleaching Earth for Different Purification Needs
Natural Bleaching Earth: This is unmodified clay, mainly bentonite or fuller’s earth, with moderate adsorptive capacity. It is ideal for basic oil filtration and less demanding industrial uses where cost-efficiency is more important than maximum purity. It works well for low-level decolorization and some cosmetic applications.
Activated Bleaching Earth: This clay is treated typically with sulfuric acid to increase surface area, pore volume, and the number of active adsorption sites. The activation enhances its ability to remove pigments (chlorophyll, carotenoids), trace metals, oxidation products, and other contaminants effectively. It is ideal for high-quality edible oil refining (soybean, palm, sunflower), biodiesel purification, petrochemical refining, and cosmetic raw material production.
Key Factors When Choosing Bleaching Earth
The type of oil or material to be purified.
The level and type of impurities (color pigments, metals, oxidation products).
The desired bleaching efficiency and oil quality.
Environmental and cost considerations related to acid activation and disposal.
Benefits of Activated Bleaching Earth
Higher adsorption capacity and bleaching power.
Improved purity, color, stability, and shelf life of oils.
Better removal of both color and colorless impurities.
Reduced oil losses with optimal dosing.
Summary Comparison Table: Choosing Bleaching Earth
| Type | Activation Method | Adsorption Capacity | Typical Applications | Advantages | Best For |
|---|---|---|---|---|---|
| Natural Bleaching Earth | None (raw clay) | Moderate | Basic oil filtration, cosmetic raw materials | Low cost, simple processing | Less demanding bleaching needs |
| Activated Bleaching Earth | Acid treatment (usually sulfuric acid) | High | Edible oils, biodiesel, petrochemicals, cosmetics | Superior adsorption, higher bleaching power | High purity oil refining processes |
User-Friendly SEO Paragraphs to Boost Sales
Choosing the right bleaching earth can significantly elevate the quality of your oils or other purified products. For industries focused on edible oils like palm, soybean, or sunflower, activated bleaching earth offers unparalleled adsorption capabilities. It effectively removes color pigments, heavy metals, and oxidation products, enhancing oil color, taste, and stability. This not only improves product appeal but also extends shelf life, helping you gain customer trust and repeat sales.
If you aim for cost-effective but basic purification, natural bleaching earth is an economical choice with decent performance for non-critical applications. However, in competitive markets where purity and safety drive purchasing decisions, investing in activated bleaching earth is a strategic step toward producing high-grade, consumer-preferred oils and cosmetics.
Start optimizing your production line by selecting high-quality activated bleaching earth from trusted suppliers. This choice not only improves your product’s appearance and flavor but also reduces chemical use and environmental impact during refining. Make the smart purchase today to guarantee premium output and customer satisfaction!

Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
Step-by-Step Process of Oil and Wax Purification Using Bleaching Earth
1. Preparation:
The raw oil or wax is first heated to reduce its viscosity, typically to a temperature range of 110-130°C depending on the material. This heating improves the interaction and mixing quality between the oil or wax and the bleaching earth, ensuring efficient adsorption of impurities.
2. Addition of Bleaching Earth:
An appropriate amount of bleaching earth (either natural or activated) is added to the heated oil or wax. The dosage depends on the type of raw material, its initial color and impurity levels, and the desired final quality. Activated bleaching earth, treated typically with sulfuric acid, is preferred for its higher adsorptive capacity.
3. Mixing and Adsorption:
The mixture is thoroughly stirred for a specific contact time (usually 10-30 minutes). During this phase, the bleaching earth adsorbs pigments (carotenoids, chlorophyll), trace metals (iron, copper), phospholipids, oxidation products, and other contaminants onto its porous surface.
4. Separation:
After adsorption, the spent bleaching earth, now loaded with impurities, is separated from the purified oil or wax. This is commonly done via filtration or centrifugation. Filters used can be plate and frame filter presses, vertical pressure leaf filters, or porous metal filters. Proper separation is critical to avoid oil loss and ensure clarity.
5. Further Refining (Optional):
Depending on the final product requirements, further refining steps such as deodorization (to remove odors and volatile impurities) and winterization (to remove waxes or solid fats) may follow the bleaching process.
6. Handling Spent Bleaching Earth:
The spent bleaching earth contains residual oil and impurities and requires correct disposal or regeneration. Some processes also recover residual oil from spent earth using solvents like hexane, followed by solvent recovery through distillation.
Key Impurities Removed by Bleaching Earth
| Impurity | Effect on Oil/Wax | Removal Mechanism |
|---|---|---|
| Pigments (chlorophyll, carotenoids) | Causes undesirable color | Adsorption onto porous clay surface |
| Trace metals (iron, copper) | Accelerate oxidation, reduce shelf life | Strong adsorption by activated earth |
| Phospholipids | Cause cloudiness and instability | Adsorbed during bleaching |
| Oxidation products | Off-flavors, rancidity | Adsorbed and removed |
Summary Table: Step-by-Step Bleaching Earth Purification Process
| Step | Description | Purpose |
|---|---|---|
| Heating | Raise temperature of raw oil/wax to ~110-130°C | Reduce viscosity, improve mixing |
| Adding bleaching earth | Mix in natural or activated bleaching earth | Adsorb impurities and pigments |
| Mixing and adsorption | Stir for 10-30 minutes to allow impurities to bind to bleaching earth | Effective removal of contaminants |
| Separation | Filter or centrifuge to remove spent bleaching earth | Obtain clear, purified oil or wax |
| Further refining | Optional deodorization, winterization, or other steps | Improve flavor, stability, and product quality |
| Spent earth handling | Dispose or regenerate spent earth; recover oil if applicable | Environmental compliance and resource recovery |
Selecting the right bleaching earth and following a precise purification process is essential for producing premium, stable, and visually appealing edible oils and waxes. Activated bleaching earth offers superior adsorption, effectively removing unwanted colors, metals, and oxidation products, making your product safer and more attractive to consumers.
Our high-quality bleaching earth ensures minimal oil loss during filtration and optimizes purification efficiency, helping you achieve consistent, high-grade output that stands out in competitive markets. Combine it with best-practice process steps to guarantee top-notch refined oil or wax ideal for food, cosmetic, or industrial applications.
Upgrade your purification system today by choosing trusted bleaching earth suppliers and integrating this proven step-by-step approach. This will not only improve product quality but also help reduce chemical usage and environmental impact during refining.
Quality standards and certifications for bleaching earth ensure product safety, performance, and regulatory compliance critical for industries like edible oil refining, cosmetics, and petrochemicals. High-quality bleaching earth products typically comply with international standards such as ISO 9001 (Quality Management System) and ISO 22000 (Food Safety Management), and often carry industry-relevant certifications like Halal and Kosher to meet diverse market demands.
Key Quality Standards and Certifications for Bleaching Earth
| Standard/Certification | Description | Industry/Relevance |
|---|---|---|
| ISO 9001:2015 | International standard for quality management systems ensuring consistent product quality and continuous improvement | Universal—manufacturing, suppliers, and customers demand consistent quality |
| ISO 22000 | Food safety management system specifically for food-related products | Essential for bleaching earth used in edible oil and food industry refining |
| Halal Certification | Certifies that products comply with Islamic dietary laws | Important for edible oils and cosmetics targeted to Muslim markets |
| Kosher Certification | Confirms adherence to Jewish dietary laws | Relevant for food and cosmetic products in kosher markets |
| FEDIOL Quality Assurance | Industry-specific code regulating bleaching earth and filter aid safety and quality, including limits on undesirable substances like dioxins, heavy metals, and PCBs | European edible oil refining industry standard ensuring product safety |
| ISO 14001 | Environmental management system standard reducing environmental impact of production | Sustainability-conscious companies and markets |
Important Quality and Safety Parameters Monitored
Particle size (e.g., passing through 200 mesh at 90% minimum)
Moisture content (typically under 10-12%)
pH levels appropriate to the bleaching earth type (natural vs. activated)
Adsorption capacity (as per BET surface area analysis)
Limits on hazardous contaminants such as heavy metals (Cd, Pb, Hg, As), dioxins, and PCBs under strict thresholds.

Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
User-Friendly SEO Paragraphs to Encourage Purchase
Choosing bleaching earth that meets internationally recognized quality standards like ISO 9001 and ISO 22000 guarantees not only product performance but also regulatory compliance and consumer safety. For refining edible oils, certifications such as Halal and Kosher expand your market reach confidently while adhering to dietary requirements.
Trustworthy bleaching earth suppliers follow strict FEDIOL quality assurance protocols, ensuring your products are free from harmful contaminants like heavy metals and dioxins, which protect both your brand reputation and end-user health. Advanced quality control involving particle size, moisture, and adsorption capacity testing guarantees consistent and effective impurity removal during oil and wax purification.
Investing in bleaching earth with these certifications and quality standards ensures superior bleaching efficiency, optimized product clarity, and extended shelf life—crucial factors for competitive advantage in global markets.
| Certification/Standard | Purpose | Benefit for You |
|---|---|---|
| ISO 9001 | Ensures quality management | Consistently reliable product |
| ISO 22000 | Food safety compliance | Safe for edible oil and food industry |
| Halal | Dietary law compliance | Access to Muslim consumer markets |
| Kosher | Dietary law compliance | Access to Jewish consumer markets |
| FEDIOL QA Agreement | Safety and contaminant limits | Product purity and regulatory compliance |
| ISO 14001 | Environmental responsibility | Eco-friendly sourcing and production practices |
To enhance your refining processes, choose bleaching earth from certified suppliers with a robust quality assurance system and comprehensive product testing. This strategic choice directly improves the purity, color, and stability of your oils or waxes, while reinforcing consumer confidence and regulatory adherence.
Environmental and safety considerations for bleaching earth focus on minimizing the impact of both its production and the disposal of spent bleaching earth (SBE), which is the used material after oil or wax purification.
Environmental and Safety Considerations for Bleaching Earth
Spent Bleaching Earth (SBE) Management: SBE contains 30-50% residual oil and adsorbed impurities such as heavy metals, phospholipids, and oxidation products. Improper disposal can lead to:
Soil contamination by residual oil and heavy metals, affecting soil fertility and causing long-term pollution.
Water pollution through leaching of contaminants into water bodies, harming aquatic ecosystems.
Air pollution by release of volatile organic compounds (VOCs) and unpleasant odors from spontaneously combusting or poorly stored SBE.
Spontaneous Combustion Risk: SBE is prone to spontaneous combustion due to oxidizing residual oil on its large surface area. This presents a serious fire hazard during storage, transportation, and disposal.
Waste Handling and Recycling: To reduce environmental impact, SBE should be treated properly. Common approaches include:
Extraction and recovery of residual oil using solvent extraction or supercritical CO2 methods, allowing reuse of oil and reduction of waste volume.
Reactivation and reuse of bleaching earth to prolong life cycle and reduce fresh material demand, thus saving non-renewable bentonite resources.
Safe disposal in approved landfills with control measures to prevent soil and water contamination.
Innovative solutions like mixing SBE with salt to reduce combustion risks and create value-added byproducts.
Safety Protocols
Strict storage conditions and fire prevention measures for SBE.
Compliance with hazardous waste regulations (e.g., classification of SBE as hazardous waste under Indonesian regulations).
Use of personal protective equipment (PPE) during handling, due to potential exposure to dust, oils, and chemicals.
SEO-Friendly User-Oriented Paragraphs to Boost Purchase Intent
Choosing high-quality bleaching earth from reputable suppliers who offer environmentally responsible products supports sustainable refining operations. Investing in bleaching earth that can be efficiently regenerated or coupled with integrated waste recovery systems helps reduce your environmental footprint and operational risks.
Proper waste management of spent bleaching earth not only complies with environmental laws but also enhances corporate responsibility and brand reputation. By adopting advanced recycling or residual oil recovery technologies, your operation becomes more cost-efficient and eco-friendly, aligning with the increasing market demand for sustainable production methods.
Make the smart choice today: select certified, high-performance bleaching earth and partner with suppliers offering tailored waste treatment solutions to protect your business and the planet.

Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
Summary Table: Environmental and Safety Considerations of Bleaching Earth
| Aspect | Consideration | Impact / Benefit |
|---|---|---|
| Spent Bleaching Earth | Contains residual oil and contaminants | Risk of soil, water, air pollution if improperly managed |
| Spontaneous Combustion | Due to oxidizing residual oil on SBE’s surface | Fire hazard during storage and transport |
| Waste Treatment | Oil recovery, solvent/supercritical CO2 extraction, reuse | Reduces waste, recovers oil, minimizes environmental impact |
| Environmental Compliance | Hazardous waste classification, regulated disposal | Ensures legal compliance and environmental safety |
| Worker Safety | PPE use, dust control, safe handling | Prevents health risks |
| Sustainable Practices | Recycling and reactivation of bleaching earth | Conserves resources and reduces fresh material demand |
Maximizing the efficiency of your bleaching earth process directly lowers production costs while delivering superior oil and wax purity. By optimizing key parameters like clay dosage, temperature, moisture, and vacuum, you can achieve outstanding impurity removal without excessive material use or energy consumption. Investing in high-quality activated bleaching earth with a proven adsorption performance reduces raw material needs and shortens processing time, translating into significant savings.
Incorporating cutting-edge technologies such as nano-sized bleaching earth further enhances bleaching power, allowing your operation to stand out with premium product clarity and stability. Additionally, recovering residual oil from spent bleaching earth minimizes waste and adds value to your process economics.
Select bleaching earth from reputable suppliers who provide certified, high-performance products and support optimized process workflows. With these strategic steps, you will improve product quality, boost operational efficiency, and maximize profitability.
Ready to upgrade your purification system? Contact trusted suppliers for expert guidance and tailored bleaching earth products designed to meet your production and cost-efficiency goals.
To maximize efficiency and reduce costs in your bleaching earth purification process, focus on optimizing operational parameters, selecting high-performance bleaching earth, and adopting process innovations that reduce material use and improve recovery. Here are SEO-optimized, user-friendly tips arranged in clear paragraphs, with a useful summary table for quick reference:
Tips for Maximizing Efficiency and Reducing Costs in Bleaching Earth Applications
Optimize Bleaching Parameters (Clay Dosage, Contact Time, Temperature):
Studies show bleaching efficiency improves with an optimal clay dosage (commonly around 2-3% weight of oil) and sufficient contact time (typically 20-30 minutes) to allow adequate adsorption of impurities without oversaturating the clay. Higher dosages may marginally increase color removal but can increase oil retention, leading to product loss and increased costs. Similarly, operating at ideal temperatures (around 110-130°C) enhances adsorption but too high heat may degrade oil quality.Use Activated Bleaching Earth with High Surface Area:
Acid-activated or alkali-activated bleaching earth offers higher adsorption capacity due to increased surface area and porosity. Investing in high-quality activated earth improves impurity removal efficiency, allowing for lower dosages and shorter processing times, saving on raw materials and energy costs.Maintain Proper Moisture and Vacuum Conditions:
Maintaining adequate moisture content in bleaching earth improves adsorption of polar impurities like phospholipids and soaps. Operating the process under mild vacuum (50-125 mmHg absolute) enhances removal efficiency by facilitating smoother evaporation of water and reducing oil-air interaction, which protects oil from oxidation and discoloration.Employ Efficient Filtration and Separation Techniques:
Efficient removal of spent bleaching earth by pressure filtration or centrifugation reduces oil loss and improves throughput. Using modern filtration systems such as plate-and-frame or pressure leaf filters with proper pressure optimization minimizes product waste and enhances product clarity.Recycle and Recover Residual Oil from Spent Bleaching Earth:
Spent bleaching earth contains significant residual oil (30-50%). Implementing oil recovery by solvent extraction or thermal processes not only reduces waste disposal costs but also recovers valuable product, boosting overall economics of the refining process.
Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
Consider Technological Innovations like Nanotechnology:
Advanced milling of bleaching earth into nano-sized particles increases surface area dramatically, doubling bleaching efficiency and improving purity without increasing dosage. This innovation reduces raw material needs and improves product quality.Regular Quality Control and Supplier Selection:
Using bleaching earth that meets quality standards and is certified reduces variability and ensures consistent performance. Reliable suppliers with robust quality management help avoid process upsets that consume extra resources.
Summary Table: Maximizing Efficiency and Reducing Costs with Bleaching Earth
| Tip | Details | Cost/Benefit Impact |
|---|---|---|
| Optimal Clay Dosage & Contact Time | 2-3% clay dosage; 20-30 min contact; 110-130°C temperature | Balances efficiency with minimal oil retention |
| Use of Activated Earth | Acid or alkaline activation increases surface area and adsorption | Higher efficiency allows less clay and energy use |
| Moisture & Vacuum Control | Proper hydration and vacuum (50-125 mmHg abs) improve impurity removal | Reduces oxidation, enhances product quality |
| Efficient Filtration | Pressure or centrifuge systems reduce oil loss | Saves product and speeds processing |
| Oil Recovery from Spent Earth | Solvent or thermal extraction recovers residual oil | Reduces waste disposal cost, recovers valuable oil |
| Nanotechnology Application | Nano-sized bleaching earth for superior adsorption | Doubles efficiency, reduces raw material demand |
| Supplier & Quality Assurance | Certified, high-quality bleaching earth | Ensures consistent performance, reduces process waste |
Choosing the right bleaching earth ensures superior purification, enhances oil color and stability, and extends shelf life—key factors that boost customer satisfaction and repeat sales. Opt for high-quality activated bleaching earth for rigorous edible oil refining and demanding industrial applications. This choice not only improves oil clarity and safety but also reduces chemical use and environmental impact.
Proper management and safe disposal of spent bleaching earth safeguard your facility and the environment, while oil recovery technologies can significantly cut costs and waste. Partner with reputable suppliers who provide certified, tested bleaching earth products alongside expert guidance for your specific production needs.
Start enhancing your refining process today with trusted bleaching earth solutions tailored to deliver consistent quality and maximize your operational efficiency.
Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
Frequently Asked Questions (FAQs) About Bleaching Earth
1. What is bleaching earth?
Bleaching earth, also called activated bleaching earth or bleaching clay, is a natural or chemically treated clay used primarily to purify edible oils and fats. It adsorbs impurities, pigments, metals, and oxidation products, improving oil clarity, stability, and shelf life. It also finds application in cosmetics, biodiesel production, and petrochemical refining.
2. How does bleaching earth work?
Bleaching earth works by adsorption—its porous surface attracts and binds contaminants such as color pigments (chlorophyll, carotenoids), heavy metals (iron, copper), phospholipids, and oxidation products from oils and waxes. Activated bleaching earth has a higher surface area and pore volume, making it more efficient than natural clays.
3. Is bleaching earth safe for human consumption?
Yes, bleaching earth is safe and widely used in the food industry for refining edible oils. It meets stringent safety standards and helps oils comply with food quality requirements. Used bleaching earth is properly handled to avoid contamination.
4. What types of bleaching earth are available?
There are two main types:
Natural bleaching earth: untreated clays with moderate adsorptive power used for basic filtration.
Activated bleaching earth: treated with acids (usually sulfuric acid) to enhance surface area and adsorption capacity, recommended for high-quality edible oil refining and other demanding applications.
5. Can bleaching earth be reused?
Generally, bleaching earth is not reused because its adsorption sites become saturated after one use, significantly reducing effectiveness. Some regeneration processes exist but are less common and less efficient than using fresh bleaching earth.
6. What kinds of oils can be purified using bleaching earth?
Bleaching earth is effective for a wide range of edible oils including palm, soybean, sunflower, canola, cottonseed, and other vegetable oils. It also works for wax purification, biodiesel feedstock refining, and petrochemical products.
7. How is spent bleaching earth disposed of?
Spent bleaching earth contains residual oil and impurities, requiring careful disposal. It is commonly sent to landfills, used as soil conditioners, or incorporated in low-cost rubber and plastic products. Proper waste management is crucial to avoid environmental pollution and fire hazards due to spontaneous combustion.
8. What are the environmental and safety concerns?
Spent bleaching earth is a potential source of soil, water, and air pollution if improperly handled. It may pose fire risks due to residual oils causing spontaneous combustion. Strict compliance with environmental regulations, use of personal protective equipment (PPE), and safe storage practices mitigate risks.

Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
9. How should I choose the right bleaching earth for my purification needs?
Consider factors such as the type of oil or material, impurity profile, desired purity level, and cost-effectiveness. Activated bleaching earth offers higher efficiency especially for edible oils, while natural earth can be suitable for less demanding applications.
10. How can bleaching earth help reduce waste and costs?
Optimizing clay dosage, contact time, temperature, and using high-quality activated bleaching earth minimizes oil retention and waste. Recovering residual oil from spent earth through solvent extraction or regeneration reduces disposal costs and maximizes resource use.

Premium Bleaching Earth for Effective Paraffin & Wax Oil Purification
Summary Table: FAQs About Bleaching Earth
| Question | Brief Answer | Why It Matters |
|---|---|---|
| What is bleaching earth? | Natural or activated clay for oil purification. | Fundamental knowledge to understand product benefits. |
| How does it work? | Adsorbs pigments, metals, and impurities. | Explains purification mechanism. |
| Is it safe? | Yes, widely used in food-grade oil refining. | Ensures consumer safety and regulatory compliance. |
| Types available? | Natural and activated bleaching earth. | Helps select right product. |
| Can it be reused? | Generally no; adsorption sites saturate after use. | Affects purchasing frequency and costs. |
| Suitable oils? | Palm, soybean, sunflower, canola, others. | Demonstrates versatility. |
| Disposal method? | Proper landfill or reuse in other industries. | Environmental responsibility. |
| Environmental/safety concerns? | Pollution risk and fire hazard if mishandled. | Promotes safe handling and compliance. |
| How to choose the right earth? | Based on oil type, impurities, and quality needs. | Maximizes purification performance. |
| Can it reduce costs? | Yes, via optimization and oil recovery from spent earth. | Enhances process economics and sustainability. |
Top 5 uses of bleaching earth, Bleaching earth bulk applications, Industrial bleaching earth uses, Bleaching earth for oil refining, Bleaching earth for edible oil purification, Bleaching earth for waste oil recycling, Bleaching earth for cosmetics, Buy bleaching earth in bulk, Wholesale bleaching earth from Iran, Bulk selling bleaching earth from Iran, Bulk buying bleaching earth from Iran, Manufacturer of bleaching earth in Tehran, Manufacturer of bleaching earth in London, Manufacturer of bleaching earth in New York, Manufacturer of bleaching earth in Dubai, Manufacturer of bleaching earth in Mumbai, Manufacturer of bleaching earth in Istanbul, Manufacturer of bleaching earth in Los Angeles, Manufacturer of bleaching earth in Paris, Manufacturer of bleaching earth in Jakarta, Manufacturer of bleaching earth in Cairo





